(!)由於 Microsoft 2022 年 6 月 15 日終止支援,Internet Explorer 11 不屬於本網站之推薦環境。

商品分類
- 2025/5/3(六)~2025/5/6(二) 適逢日本黃金週連假,日本供應商將暫停出貨。 如有相關日本商品訂購需求建議提早備貨以減少交期影響, 同時預防連假後出貨量遽增產生延遲。
- 2025/5/1(四)~2025/5/5(一) 適逢中國勞動節連假,中國供應商將暫停出貨。 如有相關中國商品訂購需求建議提早備貨以減少交期影響, 同時預防連假後出貨量遽增產生延遲。
防拉絲灌嘴 -相當於HPM1 SKD61/泛用螺栓型 法蘭厚度10mm 拉絲板厚(Y)選擇-

點擊圖片,放大顯示
將游標移至圖檔即可放大
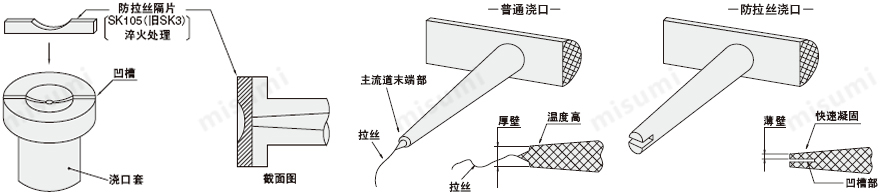
●防拉丝浇口套是为防止浇口末端从浇口中拔出时产生“拉丝”而加工的浇口套。
●在浇口的法兰部压入防拉丝隔片,并在主流道末端的中央形成凹槽。这样就能加速浇口末端的冷却凝固,从而有效防止“拉丝”现象。
●为防止拉丝,可选择轻压嵌入的防拉丝隔片的厚度。与普通型防拉丝隔片相比设计得较薄,高度方向较短。
产品概述

产品特点

●防拉丝浇口套是为防止浇口末端从浇口中拔出时产生“拉丝”而加工的浇口套。
●在浇口的法兰部压入防拉丝隔片,并在主流道末端的中央形成凹槽。这样就能加速浇口末端的冷却凝固,从而有效防止“拉丝”现象。
●为防止拉丝,可选择轻压嵌入的防拉丝隔片的厚度。与普通型防拉丝隔片相比设计得较薄,高度方向较短。
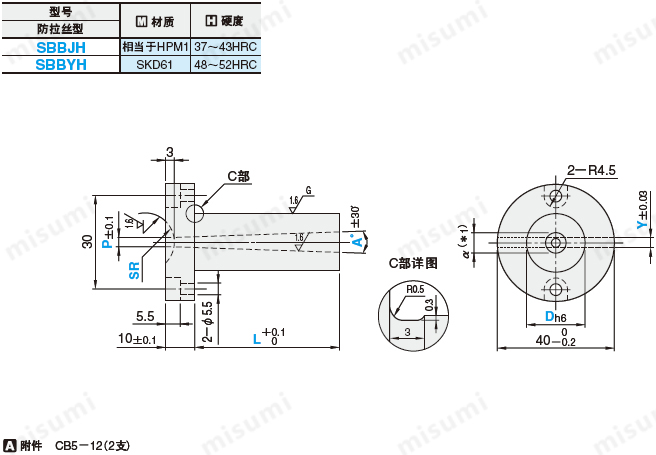
尺寸图
●尺寸选择说明
1,SR尺寸:请根据注塑机喷嘴的SR尺寸进行选择。
2,A°尺寸:
·为更好地进行脱模,要在内表面设置拔模斜度(A°)。
·斜度根据塑料原料的种类和浇口套内径精加工的表面粗糙度进行调整,但台湾三住的浇口套因内表面的粗糙度加工得比较好,可采用拔模斜度较小的类型。
·建议可以把流道设计得较小,以縮短流道的冷却时间,从而缩短注塑成形周期。
1,SR尺寸:请根据注塑机喷嘴的SR尺寸进行选择。
2,A°尺寸:
·为更好地进行脱模,要在内表面设置拔模斜度(A°)。
·斜度根据塑料原料的种类和浇口套内径精加工的表面粗糙度进行调整,但台湾三住的浇口套因内表面的粗糙度加工得比较好,可采用拔模斜度较小的类型。
·建议可以把流道设计得较小,以縮短流道的冷却时间,从而缩短注塑成形周期。

使用案例

型号交期

注意事项
·防拉丝型浇口套使用注意事项
1.在模具上务必同时设置冷料穴。
2.因在注塑机喷嘴侧嵌入了防拉丝隔片,如果需要用手工去除成形产品的流道废料,请从型腔侧脱模。
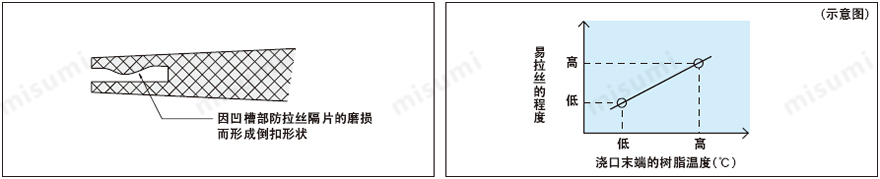
3.若降低成形机械喷嘴的温度,则可使浇口部分的凝固速度加快,从而起到防拉丝的作用。但在使用台湾三住防拉丝型浇口套时,切勿人为降低成形机械的喷嘴温度。
4.此浇口套不适用于含有玻璃纤维材料的产品模具,玻璃纤维极易磨损防拉丝隔片,使其形成倒扣形状,从而导致浇道不易脱模,若发生此种情况,请及时更换浇口套。
·防拉丝加工位置

1.在模具上务必同时设置冷料穴。
2.因在注塑机喷嘴侧嵌入了防拉丝隔片,如果需要用手工去除成形产品的流道废料,请从型腔侧脱模。
3.若降低成形机械喷嘴的温度,则可使浇口部分的凝固速度加快,从而起到防拉丝的作用。但在使用台湾三住防拉丝型浇口套时,切勿人为降低成形机械的喷嘴温度。
4.此浇口套不适用于含有玻璃纤维材料的产品模具,玻璃纤维极易磨损防拉丝隔片,使其形成倒扣形状,从而导致浇道不易脱模,若发生此种情况,请及时更换浇口套。

·防拉丝加工位置

相关产品



3D預覽型號
尚未指定完整型號,因此無法執行CAD檔案下載及3D預覽
- ※ 欲執行CAD檔案下載及3D預覽時,需指定完整型號。
- 請於左側「篩選規格・尺寸」確認完整型號,然後執行CAD檔案下載及3D預覽。
Loading...
| 型號 |
|---|
| SBBJH10-[0-120/0.1]-SR[0,10.5,11,12,13,16]-P[2.5,3,3.5,4,4.5]-A[0.5-4/0.5]-Y[0.5,0.6] |
| SBBJH13-[0-150/0.1]-SR[0,10.5,11,12,13,16]-P[2.5,3,3.5,4,4.5]-A[0.5-4/0.5]-Y[0.5,0.6] |
| SBBJH16-[0-150/0.1]-SR[0,10.5,11,12,13,16]-P[2.5,3,3.5,4,4.5]-A[0.5-4/0.5]-Y[0.5,0.6] |
| 型號 | 數量折扣 | 標準 出貨日 | RoHS | 材質 | D(軸徑) (mm) | L(轴径部长度) (mm) | A(浇口部斜面角度) (°) | P(浇口内径) (mm) | SR(喷嘴部) (mm) | Y(防拉丝加工的板厚) (mm) |
|---|---|---|---|---|---|---|---|---|---|---|
| 5天~ | 10 | 相當於HPM1 | 10 | 0 ~ 120 | 0.5 ~ 4 | 2.5 ~ 4.5 | 0 ~ 16 | 0.5 ~ 0.6 | ||
| 5天~ | 10 | 相當於HPM1 | 13 | 0 ~ 150 | 0.5 ~ 4 | 2.5 ~ 4.5 | 0 ~ 16 | 0.5 ~ 0.6 | ||
| 5天~ | 10 | 相當於HPM1 | 16 | 0 ~ 150 | 0.5 ~ 4 | 2.5 ~ 4.5 | 0 ~ 16 | 0.5 ~ 0.6 |
Loading...


・规格表
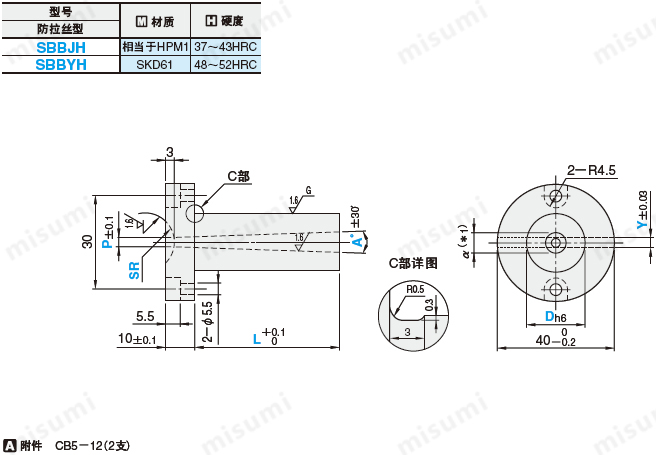
尺寸图
●尺寸选择说明
1,SR尺寸:请根据注塑机喷嘴的SR尺寸进行选择。
2,A°尺寸:
·为更好地进行脱模,要在内表面设置拔模斜度(A°)。
·斜度根据塑料原料的种类和浇口套内径精加工的表面粗糙度进行调整,但台湾三住的浇口套因内表面的粗糙度加工得比较好,可采用拔模斜度较小的类型。
·建议可以把流道设计得较小,以縮短流道的冷却时间,从而缩短注塑成形周期。
1,SR尺寸:请根据注塑机喷嘴的SR尺寸进行选择。
2,A°尺寸:
·为更好地进行脱模,要在内表面设置拔模斜度(A°)。
·斜度根据塑料原料的种类和浇口套内径精加工的表面粗糙度进行调整,但台湾三住的浇口套因内表面的粗糙度加工得比较好,可采用拔模斜度较小的类型。
·建议可以把流道设计得较小,以縮短流道的冷却时间,从而缩短注塑成形周期。

规格表


・规格表
| Dh6 | 型号 | L(*2) 指定单位0.1mm | SR | P | A° 指定单位0.5° | Y | ||||||||||||
| Type | D | |||||||||||||||||
| 10 | 0 -0.009 |
| 10 | 0~120.0 | 0 10.5 11 12 13 16 | 2.5(*3) 3(*3) 3.5 4 4.5 | 0.5(*3)~4.0 | 0.5 0.6 | ||||||||||
| 13 | 0 -0.011 | 13 | 0~150.0 | |||||||||||||||
| 16 | 16 | |||||||||||||||||
| ||||||||||||||||||

 加工极限 三角函数表
加工极限 三角函数表  点击此处
点击此处
追加工

基本資訊
| 產品類型 | 螺栓固定型 | 頭緣厚度(mm) | 10 | 噴嘴接觸部規格 | 防拉絲型 |
|---|---|---|---|---|---|
| 螺栓規格 | 通用螺栓 | 品牌 | MISUMI | P(灌嘴接觸)公差 | ±0.1 |
- 因有部分型號的規格・尺寸無法完全顯示,詳細資訊請參照 廠牌產品型錄 。
此分類還有這些商品
- 高效型灌嘴 -相當於HPM1 SKD61 泛用螺栓型 法蘭厚度10mm-
- 高效型灌嘴 -相當於HPM1 SKD61/帶肩型-
- 灌嘴 -相當於HPM1/泛用螺栓型・法蘭厚度20mm-
- 灌嘴 -相當於HPM1・SKD61/泛用螺栓型・法蘭厚度8mm-
- 灌嘴專用螺栓
- 灌嘴 -相當於HPM1・SKD61/附頭緣-
- 灌嘴 -相當於HPM1・SKD61/舊JIS B型-
- 冷卻灌嘴 -相當於SUS420J2/SKD61/泛用螺栓型 法蘭厚度10mm-
看過此商品的人也看過這些商品












技術支援服務
- 塑膠模具零件
- Tel:02-25703766 / FAX:02-25703767
- 與我們聯絡
請協助改善本網站
請協助改善本網站
對於各位顧客的寶貴意見請恕我們無法逐一回覆,還請諒解。
個人資訊保護法・隱私權政策
非常感謝您的回答。
對於各位顧客的寶貴意見請恕我們無法逐一回覆,還請諒解。
希望三住回覆的客戶請使用、 與我們聯絡
個人資訊保護法・隱私權政策